Témoignages
Appareil de contrôle de masses oscillantes pour MONNIN SA
Mesure de battement et situation de masses oscillantes
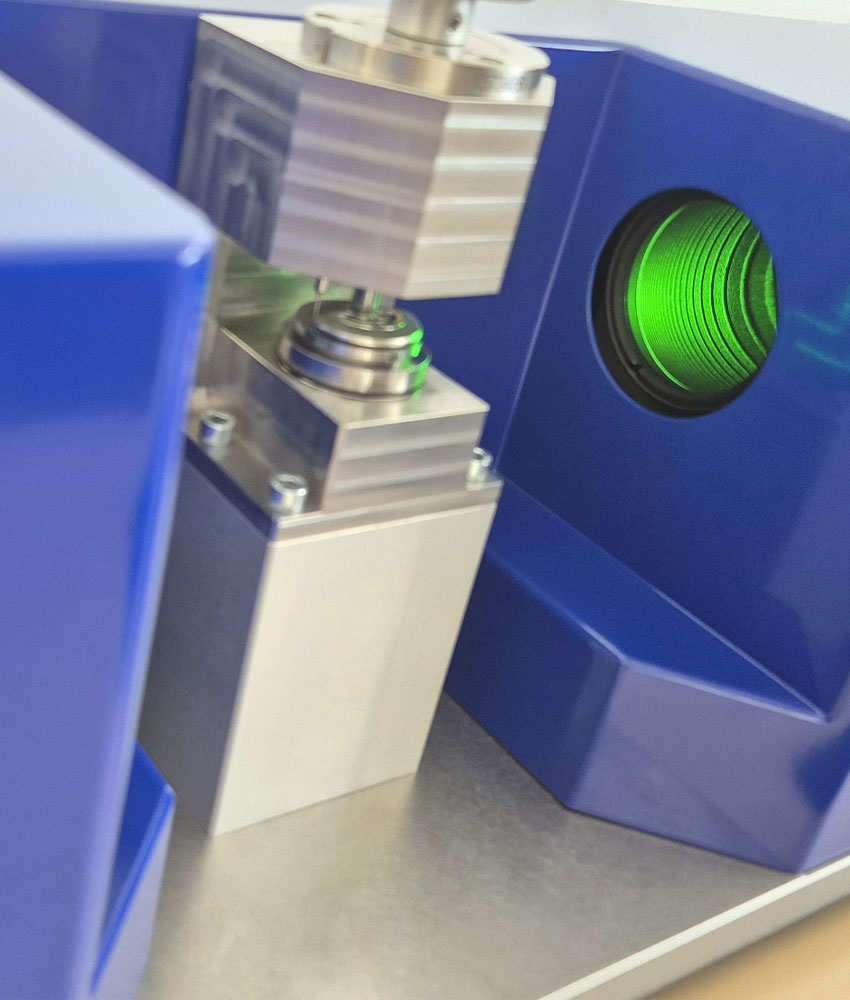
Pour garantir la qualité et la fiabilité de masses oscillantes, qmt a développé pour la société Monnin un équipement sur mesure permettant de caractériser précisément le produit avant l’assemblage final de la masse oscillante dans le mouvement. Les mesures sont réalisées par vision télécentrique. La référence de mesure est prise à l’image sur un élément du posage de l’équipement. Cet élément étant rectifié et mesuré afin de compenser une erreur éventuelle de mesure.
- Réalisation de 2 mesures : partagement et battement axial de la masse
- Précision de mesure < 10µm
- Variation de répétabilité et reproductibilité (R&R) < 25%
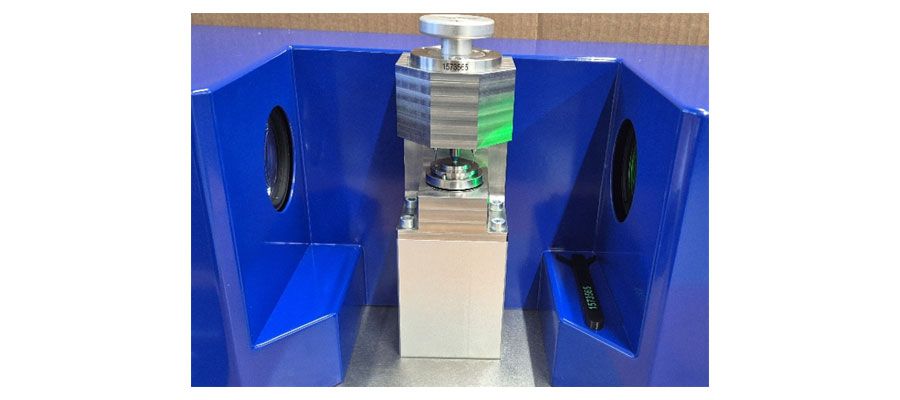
- Contrôle du produit sur un tour complet : 360°
- Temps de cycle < 1min (installation de la pièce comprise)
- Génération de fichier résultats compatible avec l’infrastructure du client
- L’appareil permet de contrôler plusieurs références de pièces
Cette réalisation sur mesure a été développée sur la base du qmtwheeltest-vision.
La masse oscillante est un sous-ensemble essentiel d’une montre automatique, permettant le remontage du mouvement grâce aux oscillations générées par le poignet du porteur. Elle est constituée d’un roulement à billes et de la masse proprement dite. La partie centrale du roulement est fixée au centre du mouvement par une ou plusieurs vis, assurant son maintien dans le mouvement. La partie extérieure du roulement, la bague, est munie d’une denture et fixée à la masse qui permet ainsi la transmission de l’énergie nécessaire au remontage de la montre.
Dans certaines configurations, des défauts d’usinage du roulement peuvent engendrer un battement axial excessif ou un mauvais partagement de la masse par rapport au noyau, compromettant ainsi le bon fonctionnement du mouvement. En effet, la combinaison de ces deux défauts peut entraîner un contact entre l’extrémité de la masse et les ponts du mouvement.
Ce projet a été mené dans le cadre d’une solution sur mesure selon le cahier des charges du client. L’expertise de qmt dans le contrôle de production horlogère par des systèmes vision a permis de répondre aux exigences en termes de précision, cadence et répétabilité.
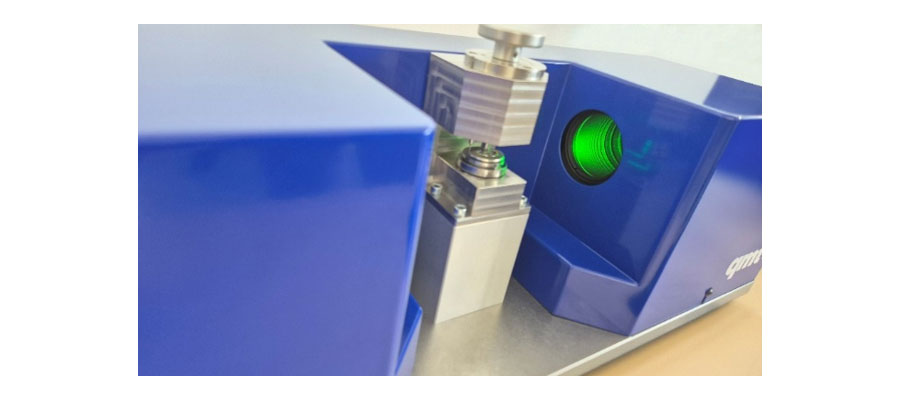
qmt a conçu et réalisé un posage sur mesure, composé d’un support entraîné en rotation associé à une contre-pointe permettant le maintien de la masse oscillante pour la réalisation de la mesure, le tout sans altérer l’intégrité esthétique de la pièce.
L’ensemble posage et contre-pointe est appelé « outillage », plusieurs outillages ont été réalisés pour s’adapter à chacune des références du client. Ils sont facilement et rapidement interchangeables.
Conception et réalisation d’un système optique télécentrique composé d’un éclairage et d’un objectif associé à une caméra haute résolution (20 Mpix). La télécentricité évite les erreurs de perspective et garantit des mesures précises, même si la pièce est légèrement décalée. Ce système assure ainsi des contrôles fiables et répétables, tout en détectant les plus petits écarts grâce à la haute résolution.
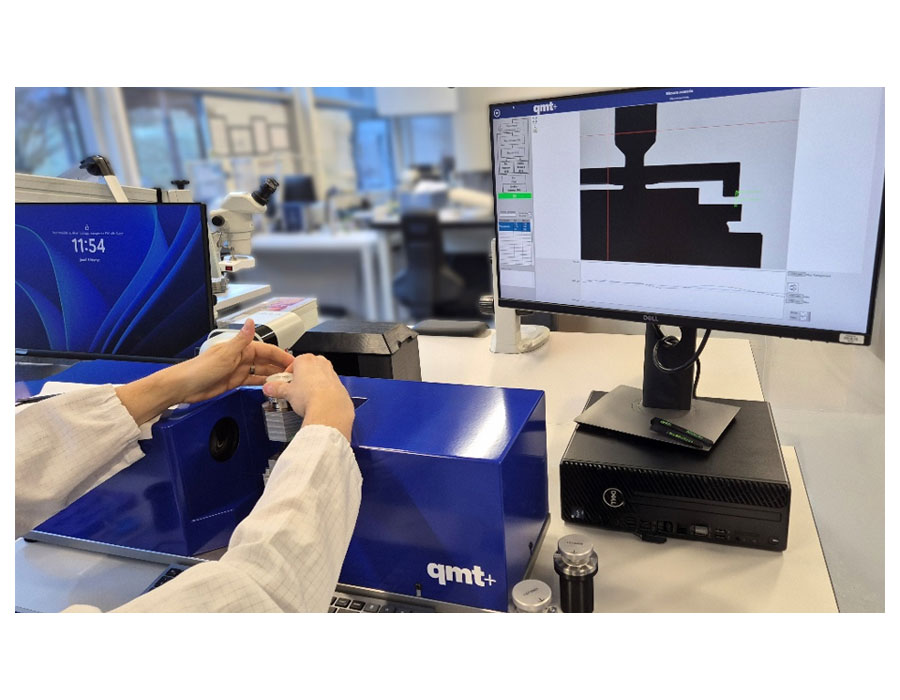
Le système est optiquement calibré pour convertir les mesures en pixels vers des valeurs réelles (mm et µm). Un jeu de plusieurs pièces étalon permet de valider la justesse de l’appareil avant chaque campagne de mesure. Lors de la mesure d’une pièce, la mise en position de la pièce par l’opérateur est facilitée par un posage étudié pour garantir un positionnement précis et répétable.
Deux mesures sont effectuées pour garantir la précision mécanique de la masse oscillante :
- le battement axial, contrôlé avec une précision de 10µm
- le partagement, contrôlé avec précision de 10 µm
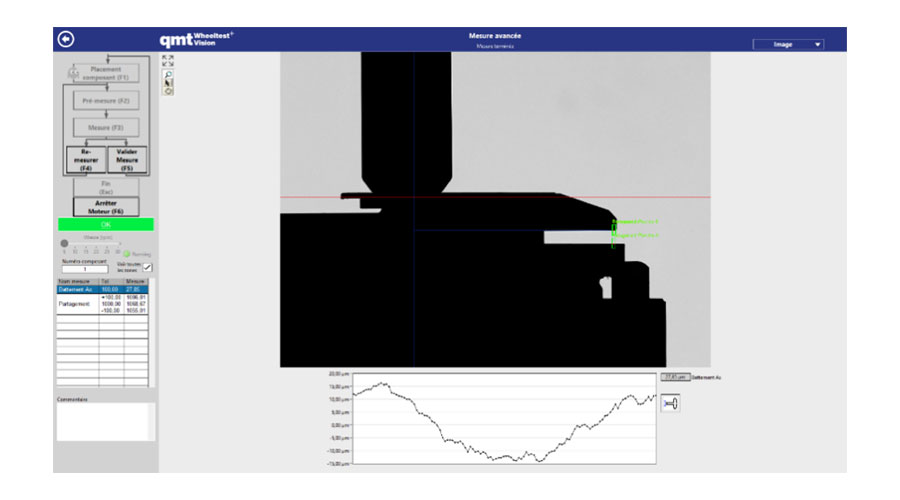
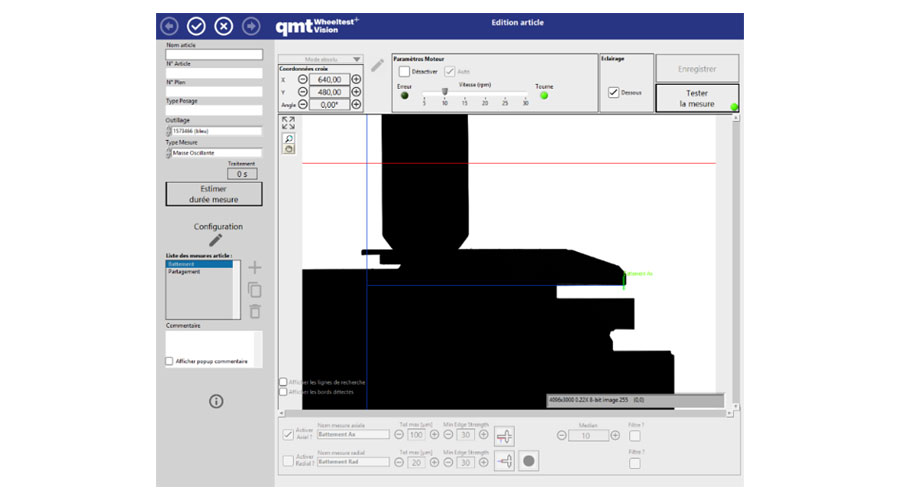
Le logiciel qmtwheeltest-vision a été personnalisé afin de répondre aux exigences spécifiques du client. Un cycle de mesure dédié a été développé et les formats de rapports ont été adaptés pour assurer leur compatibilité avec le système de gestion des données du client. Le logiciel couvre l’ensemble du processus de mesure : création de nouvelles références, vérification des étalons en amont des campagnes, puis réalisation des mesures et génération des résultats.
Monnin SA est une entreprise historiquement spécialisée dans le décolletage de précision, qui a vu le jour en 1946 à Sonceboz, lieu où elle est encore établie aujourd’hui. En constante évolution, la stratégie s’appuie sur des infrastructures de dernière génération, une verticalisation totale des différents métiers de son domaine d’activité et surtout le savoir-faire de la plus grande de ses richesses, ses collaborateurs.
Du décolletage historique aux terminaisons plus complexes (roulage, polissage en vrac ou par mise d’épaisseur, décoration conventionnelle ou laser, soudage laser...), les opérations demandées par ses clients sont à présent complètement maîtrisées en interne. Cette dynamique est portée par l’engagement et la volonté d’évolution constante des 240 collaborateurs de Monnin SA. Les dernières internalisations réalisées lui permettent désormais de maîtriser la galvanoplastie, via 1 ligne VRAC et une ligne BOUCLARD ainsi que le bleuissage thermique.
Alliant tradition et innovation, Monnin SA veut garantir, malgré sa forte croissance, un mode de fonctionnement simple, une réactivité optimale et un niveau de qualité toujours irréprochable dans le but de continuer à servir au mieux ses clients de l’exigeant monde horloger.